-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Producto
Serie CKX: fresadora y torneado de doble husillo personalizable





- DESCRIPCIÓN
- PARÁMETROS TÉCNICOS
- CONTÁCTENOS
PARÁMETROS TÉCNICOS
 | Introducción básica |
| Cabeza del husillo/valor de par | 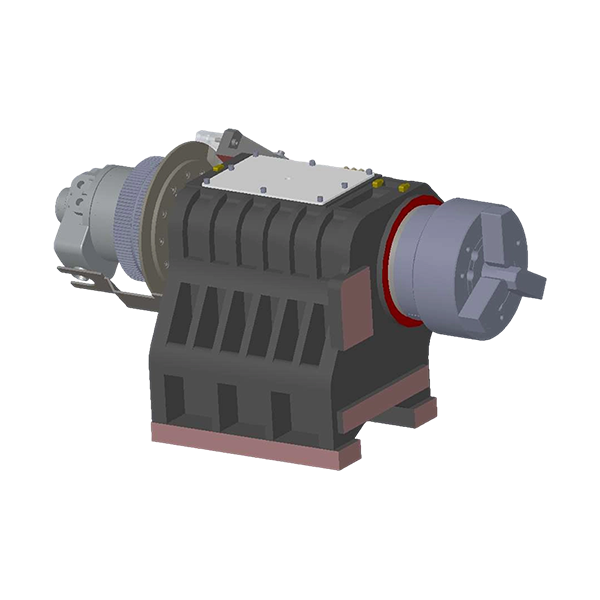 |
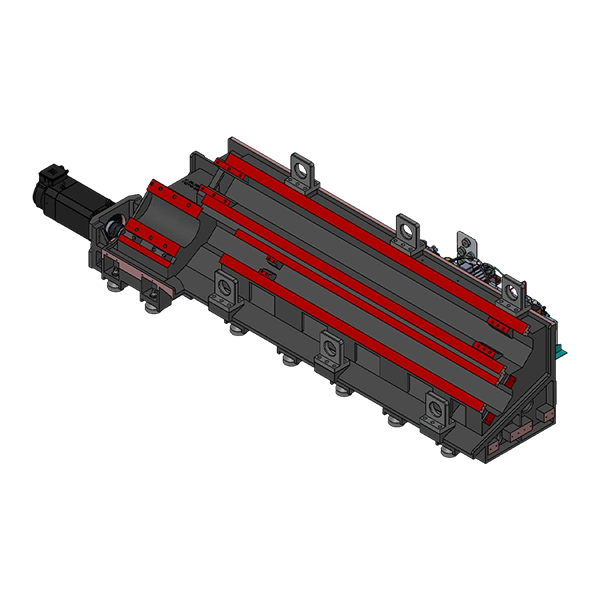
 | triste dle ·El eje Y adopta un diseño de guía de doble endurecimiento, lo que aumenta el alcance efectivo y proporciona una rigidez óptima para el avance de corte. |
| Compensación del eje Y ·El eje X adopta una configuración de doble riel rígido, lo que aumenta el alcance efectivo y proporciona una rigidez óptima para el avance de corte. |  |
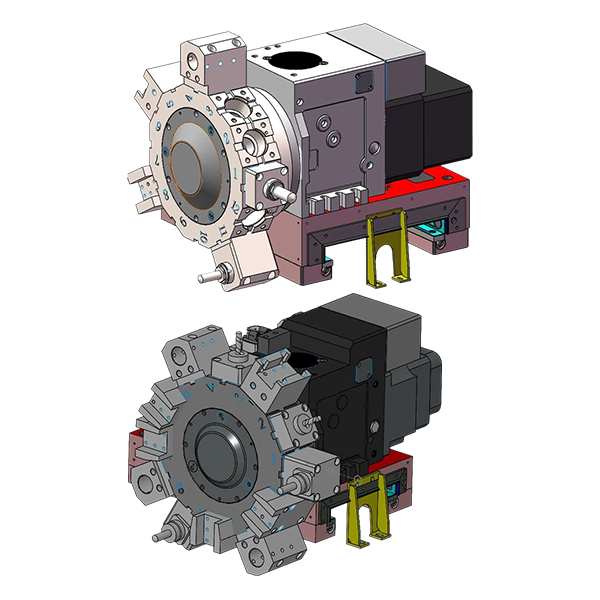 | poder Torreta CKX750 |
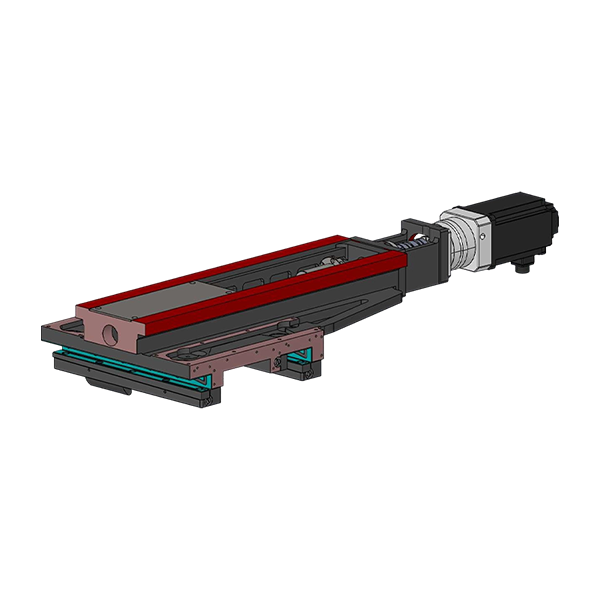
| Contrapunto El eje W adopta un diseño de guía de doble endurecimiento, lo que aumenta la luz efectiva y proporciona una rigidez de avance óptima. | 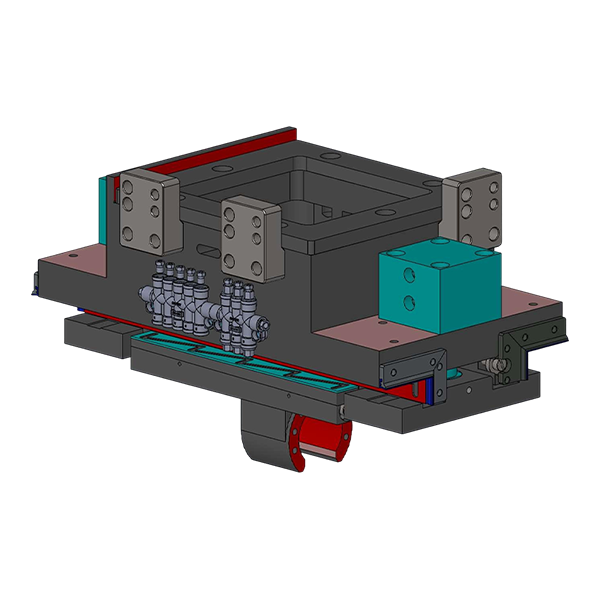 |
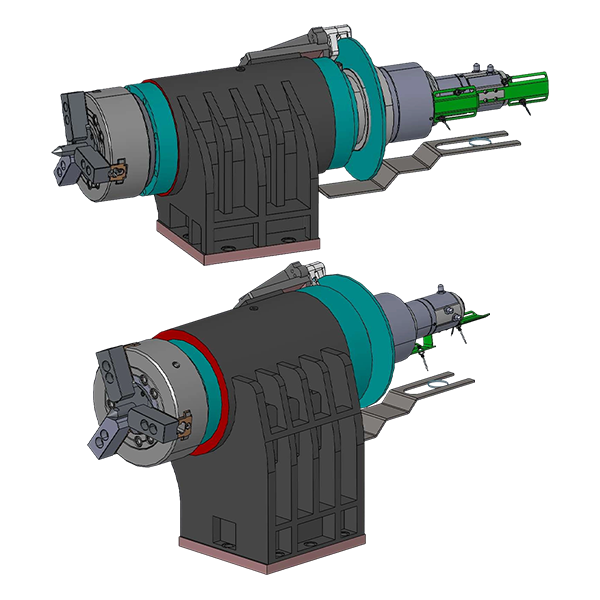 | Husillo eléctrico CKX750 |
| Centro Descanso | 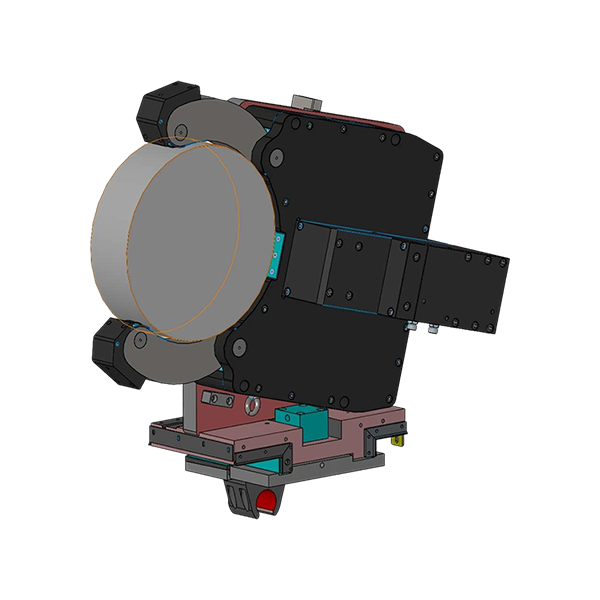 |


ACERCA DE NOSOTROS
Dedicado exclusivamente al perfeccionamiento de la tecnología de torneado-fresado
, establecida en 2015, opera como una empresa integrada de fabricación y comercialización, manejando todo, desde I+D y producción hasta ventas y servicio. Equipados con instalaciones de mecanizado avanzadas, como centros de mecanizado de pórtico CNC, rectificadoras de superficies y rectificadoras de guías, mantenemos un estricto control de calidad durante todo el proceso de producción, desde la fundición y el ensamblaje hasta la venta de máquinas terminadas y el soporte posventa. Nuestras máquinas herramienta son ampliamente reconocidas por su diseño innovador, rendimiento confiable, alta precisión, excelente rentabilidad y servicio integral.
-
0
 Establecer en
Establecer en
-
0+
 Área de construcción
Área de construcción
-
0+
 Empleados
Empleados
-
0+
 País de exportación
País de exportación

CERTIFICACIÓN HONORARIA
CERTIFICADO




Preste atención a nuestras últimas noticias y exposiciones
 Ver todas las noticias
Ver todas las noticias
Noticias y perspectivas
-
 Noticias de la industria
Noticias de la industria -
Noticias de la industria
-
Noticias de la industria
-
Noticias de la industria
CONOCIMIENTO DE LA INDUSTRIA
Cuando el compuesto torneado-fresado realmente supera al "torno-fresado"
un Mecanizado eficiente de máquinas herramienta compuestas torneado-fresado muestra su ventaja cuando una pieza necesita múltiples conversiones de datos de referencia (torneado, fresado, taladrado, roscado, características descentradas, orificios en ángulo) y la cadena de tolerancia es ajustada. Si mueve una pieza entre máquinas, cada nuevo ajuste agrega errores, además del “costo oculto” del tiempo de preparación y la inspección durante el proceso.
- Piezas con características prismáticas coaxiales: una sujeción Preserva mejor la concentricidad y la posición verdadera.
- Lotes medianos con cambios frecuentes: menos accesorios y menos compensaciones reducen el tiempo sin corte.
- Piezas de alto valor: el riesgo de desperdicio disminuye cuando el proceso se consolida y monitorea en un sistema de control.
En nuestra propia línea, mantenemos la investigación y el desarrollo y la mejora de procesos enfocados en una sola cosa: la tecnología compuesta de torno-fresado, de modo que la velocidad de iteración se mantenga alta y la plataforma se vuelva más eficiente. más maduro con menores tasas de fracaso con el tiempo.
Estrategia de datum: cómo proteger la concentricidad y la posición verdadera
En un compuesto de torno-fresado, la mayor ganancia en precisión a menudo proviene de la planificación de datos en lugar de perseguir especificaciones a nivel de micras. El objetivo es mantener las superficies funcionales referenciadas a un conjunto de datos estable en todas las operaciones.
Reglas prácticas que reducen la acumulación de tolerancias
- Primero gire el diámetro de ubicación principal y la cara, luego fresar las características que hacen referencia a esas superficies.
- Utilice el sondeo para “cerrar el circuito” después del desbaste, antes de terminar los patrones críticos.
- unvoid re-clamping unless necessary; if required, re-establish datum using in-spindle probe and dedicated locating features.
- Mantenga las trayectorias consistentes con su GD&T: termine las superficies que impulsan la tolerancia al final para minimizar los efectos de la deformación.
un common buyer mistake is “spec shopping” while ignoring datum discipline. In real production, continuidad de datos de una configuración suele ser la palanca más grande.
Eje B frente a fresado fijo: lo que se gana, lo que se debe controlar
undding a B-axis (or equivalent multi-axis milling capability) expands the feature envelope—angled faces, compound holes, freeform milling—without secondary setups. The tradeoff is that calibration and process discipline matter more.
| Capacidad | Aplicaciones que mejor se adaptan | Punto de control clave |
|---|---|---|
| Fresado de ángulo fijo | Ranuras, caras planas, círculos de pernos | Estabilidad del desplazamiento del husillo a la pieza de trabajo |
| Fresado de eje B/multieje | unngled holes, impellers, complex faces | Calibración del eje giratorio verificación de sonda |
Si sus piezas son principalmente fresadas 2.5D en material torneado, es posible que no necesite un sistema multieje completo. Pero si lo hace, asegúrese de que el constructor tenga un método de calibración probado y admita rutinas de verificación; aquí es donde un fabricante centrado en I+D puede hacer que la experiencia de propiedad sea más fluida.
Control de viruta: el determinante oculto del tiempo de actividad en el mecanizado de compuestos
El corte compuesto por torno-fresado crea tipos mixtos de virutas: virutas de torneado largas, virutas de fresado rotas y virutas de perforación fibrosas. La evacuación de virutas no es cosmética: afecta el acabado de la superficie, la vida útil de la herramienta, las alarmas de carga del husillo e incluso el desgaste del eje si las virutas recirculan.
Qué incorporar al proceso
- Utilice geometrías rompevirutas para tornear; no “forzar” la rotura de las virutas mediante sobrealimentación si esto daña el acabado.
- Secuenciar las operaciones de modo que el torneado pesado no entierre las delicadas características de fresado bajo las virutas.
- El refrigerante a alta presión es más valioso para perforaciones profundas, tronzado y materiales gomosos.
- Esté atento a la acumulación de virutas alrededor del subhusillo/área de retención secundaria; es una fuente frecuente de tiempo de inactividad inesperado.
Al evaluar máquinas, pregunte sobre el diseño y la capacidad de servicio de evacuación de virutas. En tiendas reales, La estabilidad del chip a menudo equivale a la estabilidad de la producción. .
Comportamiento térmico: por qué sucede "mañana buena, tarde mala"
Las máquinas compuestas concentran más fuentes de calor en un solo recinto: husillo principal, husillo de fresado, servos, husillos de bolas y, a menudo, un segundo husillo. A medida que la temperatura varía, también lo hacen los puntos centrales de la herramienta y el crecimiento del husillo, especialmente notable en piezas largas o orificios profundos.
Tácticas de taller para estabilizar la precisión
- Calienta usando velocidades de husillo y movimientos de ejes representativos, no solo funcionando en ralentí.
- Termine los diámetros/perforaciones críticos después de que la máquina alcance un estado térmico estable.
- Utilice el sondeo para compensar: mida una característica de referencia y corrija las compensaciones antes de las pasadas finales.
- Si su tolerancia es estricta, estandarice la temperatura del refrigerante y mantenga las puertas del gabinete cerradas durante el acabado.
La conclusión práctica: la repetibilidad proviene de la consistencia térmica más de una sola verificación de geometría.
Gestión de herramientas: cómo prevenir colisiones y reducir el tiempo sin corte
Dado que los sistemas de herramientas de torneado y fresado comparten el mismo ámbito de trabajo, la gestión de herramientas es a la vez una palanca de productividad y un requisito de seguridad. Las colisiones a menudo provienen de cambios de longitud de herramienta que se pasan por alto, compensaciones de trabajo mal configuradas o convenciones de coordenadas mixtas entre los ciclos de torneado y fresado.
Controles de procesos que vale la pena estandarizar
- Mantener un Mecanizado eficiente de máquinas herramienta compuestas torneado-fresado biblioteca con longitudes de calibre verificadas y límites de salientes; bloquear las ediciones detrás de los permisos.
- Utilice la medición en la máquina del preestablecedor de herramientas siempre que sea posible para detectar la desviación de las compensaciones con anticipación.
- Estandarizar planos seguros para operaciones de torneado y fresado; Evite los “aviones seguros personalizados” por programador.
- Introduzca un protocolo de ejecución en seco para nuevos programas: avance reducido, bloque único y enfoque de verificación de colisiones cerca del mandril/las mordazas.
Esta es también la razón por la que mantenemos repuestos y soporte técnico dedicados a un tipo de máquina: respuesta rápida es más significativo cuando se intenta proteger el tiempo de actividad.
Opciones de sujeción que hacen o deshacen el mecanizado de compuestos
En el trabajo compuesto de torno-fresado, el plato y las mordazas hacen más que sujetar: definen la referencia, influyen en la redondez y determinan si las operaciones de transferencia son estables. Una sujeción excesiva puede deformar las piezas de paredes delgadas; la sujeción insuficiente provoca un microdeslizamiento que arruina el acabado de la superficie y la precisión posicional.
Escenarios comunes y mejores prácticas
- Tubos/anillos finos: utilice mordazas blandas perforadas con la misma fuerza de sujeción utilizada en la producción; Termine las identificaciones críticas después de que se estabilice el estrés.
- Ejes largos: utilice contrapunto/soporte o soluciones estables; Priorice el control de vibraciones antes de aumentar la velocidad.
- Transferir al subhusillo: agregue una función de ubicación (piloto/hombro) para que el segundo agarre haga referencia a una superficie conocida.
- Fresado de alto torque en material torneado: verifique el dentado de la mandíbula y el patrón de contacto; el mal contacto es una fuente silenciosa de charla.
Si desea una evaluación rápida: primero mejore la sujeción y luego ajuste los parámetros; los cambios en la sujeción pueden ofrecer resultados. mejora inmediata del rendimiento .
se especializa en
Servicios de investigación y desarrollo, fabricación y ventas dentro de la máquina herramienta.
industria. Torneado y fresado CNC personalizado y Fábrica de centros compuestos de torneado y fresado CNC.
Personal experimentado y expertos siempre están disponibles para brindarle
Orientación profesional y solución de problemas técnicos.
Producto
Por qué nosotros
Sala de redacción
Enlaces rápidos
Derechos de autor © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

